










某化工纤维工厂以工业物联网平台和5G网络为支撑,实现生产制造与信息管理的深度融合,接入全厂超2万台设备,涵盖DCS、SCADA及各类自动化设备(PLC、工业机器人等),每日新增超百G数据量,通过数据大屏数据舱实现全域指标可视化与智能管理,并以数据驱动实现高效决策与运营优化。
由于数据量较大,本地服务器的计算压力较大,隐患风险也较高。因此工厂希望在不改动原有架构、不修改程序的前提下,建设工业数据中台,承担中间数据计算、过滤、筛选等功能,并通过MQTT对接到5G工业物联网平台中,以提高数据传输速率、提升数据管理水平,确保各类生产管理应用得到全面可靠的数据支持。

实现功能
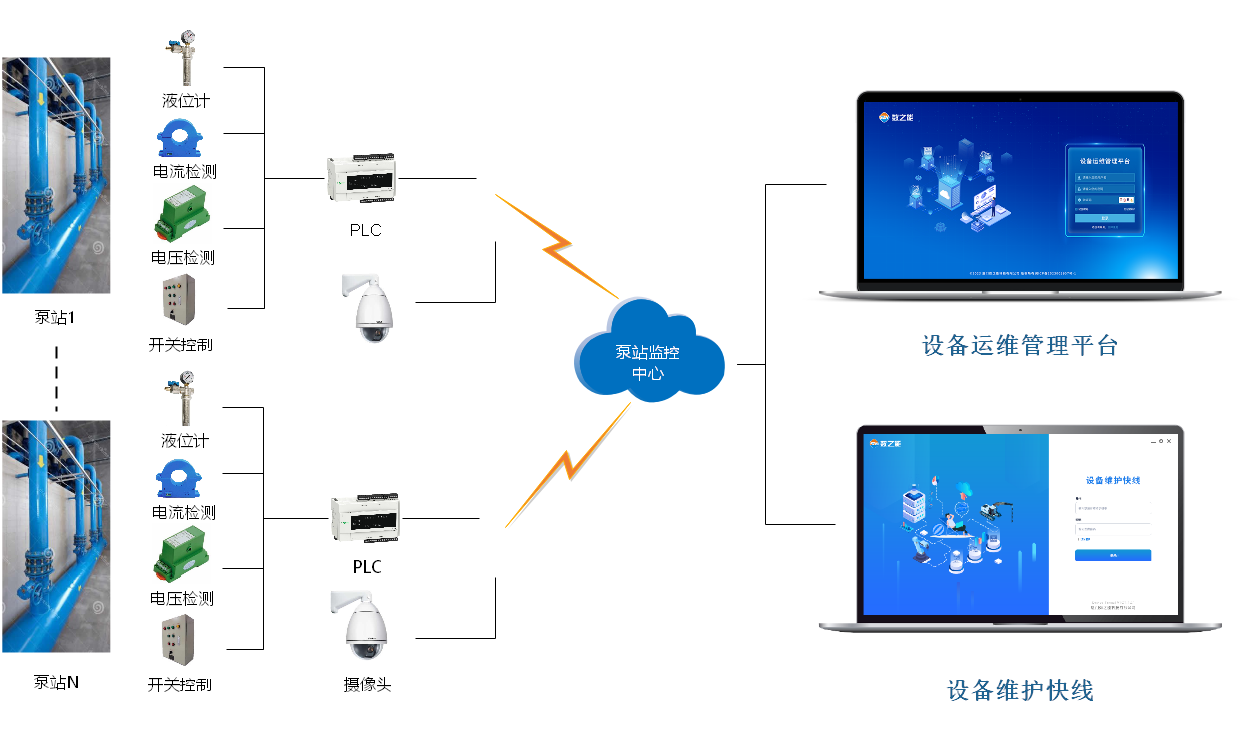
1、各类设备数据集中到IT数据机房,因此数之能将数据中台部署到本地服务器中,实现对DCS、SCADA、PLC、工业机器人及各类仪器仪表的数据接入,按计算规则对数据进行处理,以标准化格式对接到其他管理系统平台。
2、将冷水机组、循环水系统、空压机能耗等数据对接到设备负载管理系统中,从而实现对冷水机组运行状态、循环水泵启停状态及流量、各管网回水温度、空压机运行状态的监控、告警、管理与远程控制,实现协调与优化。
3、实现对堆垛机、RGV、AGV等装卸设备的实时交互与监控管理,能够灵活调度各个车间、仓库的物料流转,为生产质量追溯、物料调度优化提供了坚实的数据基础,极大提升了跨车间协同与自动化效率。
免责声明:本网站部分文章、图片等信息来源于网络,版权归原作者平台所有,仅用于学术分享,如不慎侵犯了你的权益,请联系我们,我们将做删除处理!
推荐资讯